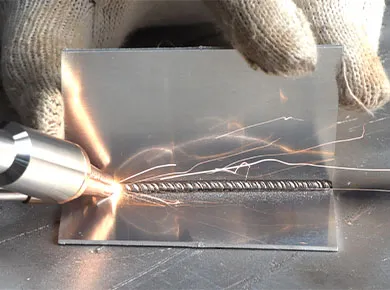
| Apport de chaleur |
Faible apport de chaleur, distorsion thermique minimale |
Haute température d'entrée, risque de déformation |
| Vitesse de soudage |
Soudage à grande vitesse avec une qualité constante |
Plus lent, surtout pour les travaux de précision |
| Précision |
Extrêmement précis, adapté aux microsoudures et à l'automatisation |
Modérée, fortement dépendante des compétences de l'opérateur |
| Compatibilité de l'automatisation |
Facilement intégrable aux systèmes robotiques et CNC |
Automatisation limitée, essentiellement manuelle ou semi-automatique |
| Compatibilité des matériaux |
Fonctionne sur des métaux tels que l'acier inoxydable, l'acier au carbone, l'aluminium, le cuivre, etc. |
Limité pour certains matériaux minces, réfléchissants ou dissemblables |
| Finition après soudage |
Soudures propres et lisses avec un minimum de projections ou de reprises |
Nécessite un meulage, un nettoyage ou une finition |
| Contrôle de la pénétration |
Contrôle précis de la puissance du laser et des paramètres d'impulsion |
Varie en fonction de l'électrode, du contrôle de l'arc |
| Zone affectée thermiquement (ZAT) |
HAZ étroite, préserve la résistance du matériau de base |
Large HAZ, risque d'affaiblissement structurel |
| Consommables |
Pas de fil d'apport, gaz en option (par exemple, pour le laser à fibre) |
Nécessite des baguettes d'apport, des gaz de protection, des flux, etc. |
| Maintenance et temps d'arrêt |
Peu d'entretien, moins de pièces d'usure |
Usure plus importante (torche, buses, électrodes) |
| Efficacité énergétique |
Distribution d'énergie ciblée et à haut rendement |
Moins efficace, perte d'énergie par rayonnement de l'arc |
| Compétences requises pour l'opérateur |
Facile à automatiser, réduit la dépendance à l'égard de la main-d'œuvre |
Nécessite des soudeurs qualifiés, processus sensible aux compétences |
| Impact sur l'environnement |
Procédé propre, peu de fumées, pas de scories |
Produit de la fumée, des scories, des gaz toxiques en fonction des matériaux utilisés. |
| Investissement initial |
Coût initial plus élevé (équipement et intégration du système) |
Coût inférieur de l'équipement |
| Coût à long terme |
Réduction des coûts d'exploitation, de la main d'œuvre et des consommables |
Coûts récurrents élevés pour la main-d'œuvre, les consommables et les retouches |