| Heat Input |
Low heat input, minimal thermal distortion |
High heat input, prone to warping |
| Welding Speed |
High-speed welding with consistent quality |
Slower, especially for precision work |
| Precision |
Extremely precise, suitable for micro welds and automation |
Moderate, heavily reliant on operator skill |
| Automation Compatibility |
Easily integrated with robotic systems and CNC |
Limited automation, mostly manual or semi-automatic |
| Material Compatibility |
Works on metals like stainless steel, carbon steel, aluminum, copper, etc. |
Limited for certain thin, reflective, or dissimilar materials |
| Post-Weld Finish |
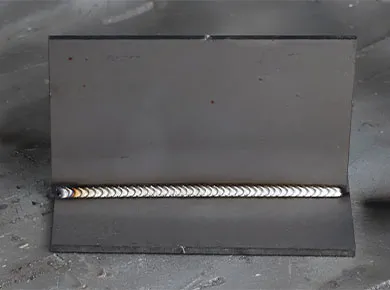
Clean, smooth welds with minimal spatter or rework |
Requires grinding, cleaning, or finishing |
| Penetration Control |
Precise control via laser power and pulse parameters |
Varies based on electrode, arc control |
| Heat-Affected Zone (HAZ) |
Narrow HAZ, preserves base material strength |
Wide HAZ, risk of structural weakening |
| Consumables |
No filler wire, gas optional (e.g., for fiber laser) |
Requires filler rods, shielding gases, flux, etc. |
| Maintenance & Downtime |
Low maintenance, fewer wear parts |
Higher wear (torch, nozzles, electrodes) |
| Energy Efficiency |
High efficiency, focused energy delivery |
Less efficient, energy loss via arc radiation |
| Operator Skill Requirement |
Easy to automate, reduces labor dependency |
Requires trained welders, skill-sensitive process |
| Environmental Impact |
Clean process, minimal fumes, no slag |
Produces smoke, slag, toxic gases depending on materials used |
| Initial Investment |
Higher upfront cost (equipment & system integration) |
Lower equipment cost |
| Long-Term Cost |
Lower operating cost, reduced labor & consumables |
High recurring costs for labor, consumables & rework |