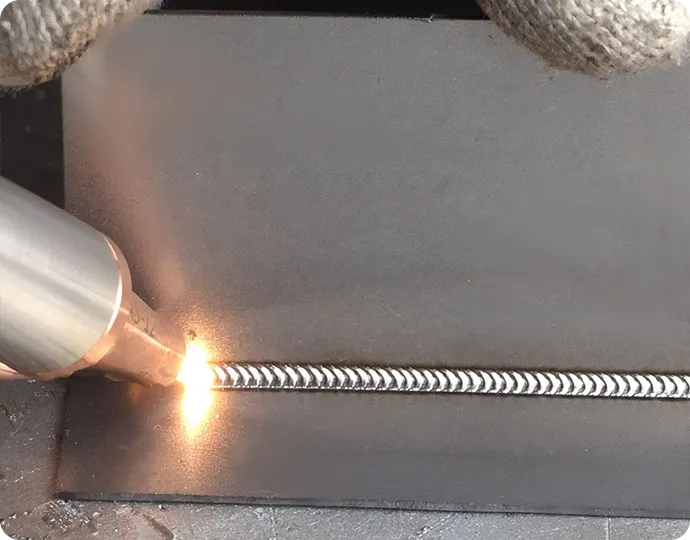
| Isı Girişi |
Düşük ısı girişi, minimum termal bozulma |
Yüksek ısı girdisi, bükülmeye eğilimli |
| Kaynak Hızı |
Tutarlı kalitede yüksek hızlı kaynak |
Daha yavaş, özellikle hassas işler için |
| Hassasiyet |
Son derece hassas, mikro kaynaklar ve otomasyon için uygun |
Orta düzeyde, büyük ölçüde operatör becerisine bağlı |
| Otomasyon Uyumluluğu |
Robotik sistemler ve CNC ile kolayca entegre edilebilir |
Sınırlı otomasyon, çoğunlukla manuel veya yarı otomatik |
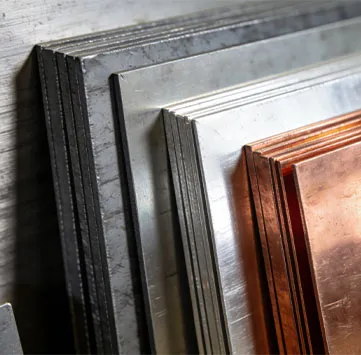
| Malzeme Uyumluluğu |
Paslanmaz çelik, karbon çeliği, alüminyum, bakır vb. metaller üzerinde çalışır. |
Belirli ince, yansıtıcı veya benzer olmayan malzemeler için sınırlıdır |
| Kaynak Sonrası Kaplama |
Minimum sıçrama veya yeniden işleme ile temiz, pürüzsüz kaynaklar |
Taşlama, temizleme veya son işlem gerektirir |
| Penetrasyon Kontrolü |
Lazer gücü ve darbe parametreleri ile hassas kontrol |
Elektrot, ark kontrolüne göre değişir |
| Isıdan Etkilenen Bölge (HAZ) |
Dar HAZ, temel malzeme mukavemetini korur |
Geniş HAZ, yapısal zayıflama riski |
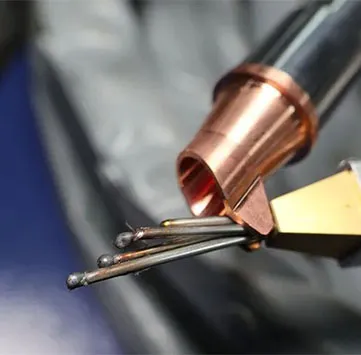
| Sarf Malzemeleri |
Dolgu teli yok, gaz isteğe bağlı (örn. fiber lazer için) |
Dolgu çubukları, koruyucu gazlar, akı vb. gerektirir. |
| Bakım ve Arıza Süresi |
Düşük bakım, daha az aşınma parçası |
Daha yüksek aşınma (torç, nozullar, elektrotlar) |
| Enerji Verimliliği |
Yüksek verimlilik, odaklanmış enerji dağıtımı |
Daha az verimli, ark radyasyonu yoluyla enerji kaybı |
| Operatör Beceri Gereksinimi |
Otomatikleştirmesi kolay, işgücü bağımlılığını azaltır |
Eğitimli kaynakçılar gerektirir, beceriye duyarlı süreç |
| Çevresel Etki |
Temiz süreç, minimum duman, cüruf yok |
Kullanılan malzemelere bağlı olarak duman, cüruf, zehirli gazlar üretir |
| İlk Yatırım |
Daha yüksek ön maliyet (ekipman ve sistem entegrasyonu) |
Daha düşük ekipman maliyeti |
| Uzun Vadeli Maliyet |
Daha düşük işletme maliyeti, daha az işçilik ve sarf malzemesi |
İşçilik, sarf malzemeleri ve yeniden işleme için yüksek yinelenen maliyetler |