| Precisión de corte |
±0,05 mm o mejor, alta precisión, bordes lisos |
±0,5-1 mm, puede requerir un acabado secundario |
| Velocidad de corte |
Extremadamente rápido, especialmente en placas finas y medianas |
Más lento, especialmente para contornos complejos |
| Compatibilidad de materiales |
Metales (acero, aluminio, cobre), plásticos, compuestos, etc. |
Principalmente metales; limitado a materiales no metálicos |
| Formas complejas |
Capaz de realizar curvas intrincadas, agujeros, grabados |
Limitado a líneas rectas o curvas simples |
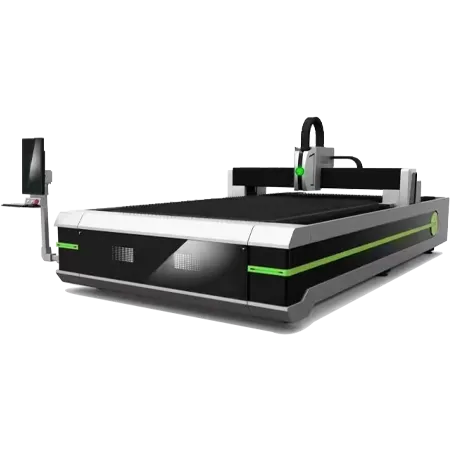
| Automatización y CNC |
Totalmente automatizado con soporte CAD/CAM |
Mayoritariamente manual o semiautomático |
| Zona afectada por el calor (ZAC) |
ZAT estrecha, deformación del material minimizada |
Gran ZAT (en oxicorte o corte por plasma), propensa al alabeo |
| Desgaste y mantenimiento de herramientas |
Sin contacto físico → desgaste mínimo |
Gran desgaste de las cuchillas/herramientas, mantenimiento frecuente |
| Coste operativo |
Menor duración gracias a la reducción de la mano de obra y las repeticiones |
Mayor coste de mano de obra, sustitución frecuente de herramientas |
| Ruido y medio ambiente |
Poco ruido, procesamiento limpio, menos contaminación |
Ruidoso, más escombros, posible contaminación por petróleo/humo |
| Tiempo de preparación |
Cambio rápido entre materiales y espesores |
Requiere ajustes físicos, herramientas diferentes para cada material |