| مدخلات الحرارة |
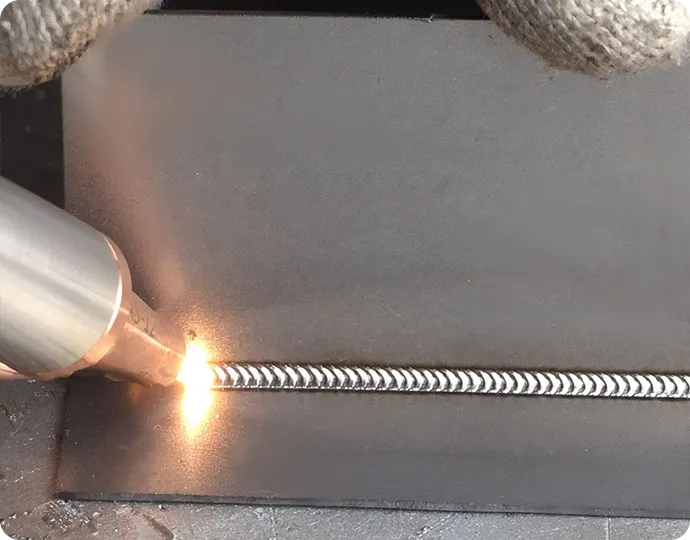
مدخلات حرارية منخفضة، وأقل قدر من التشوه الحراري |
مدخلات حرارة عالية، عرضة للتشويه |
| سرعة اللحام |
لحام عالي السرعة بجودة متسقة |
أبطأ، خاصة بالنسبة للأعمال الدقيقة |
| الدقة |
دقيقة للغاية، ومناسبة للحامات الدقيقة والأتمتة |
متوسط، يعتمد بشكل كبير على مهارة المشغل |
| توافق الأتمتة |
سهولة الدمج مع الأنظمة الروبوتية و CNC |
أتمتة محدودة، معظمها يدوية أو شبه آلية |
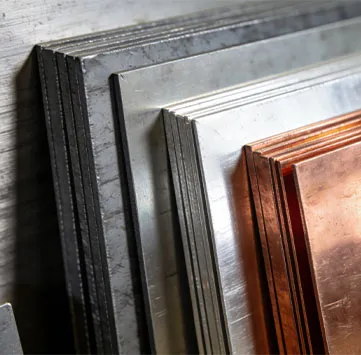
| توافق المواد |
يعمل على المعادن مثل الفولاذ المقاوم للصدأ، والفولاذ الكربوني، والألومنيوم، والنحاس، إلخ. |
محدودة لبعض المواد الرقيقة أو العاكسة أو غير المتشابهة |
| تشطيب ما بعد اللحام |
لحامات نظيفة وسلسة مع الحد الأدنى من الترشيش أو إعادة العمل |
يتطلب الطحن أو التنظيف أو التشطيب |
| التحكم في الاختراق |
تحكم دقيق من خلال طاقة الليزر ومعلمات النبضات |
يختلف بناءً على القطب الكهربائي، والتحكم في القوس الكهربائي |
| المنطقة المتأثرة بالحرارة (HAZ) |
منطقة HAZ ضيقة، تحافظ على قوة المادة الأساسية |
اتساع المنطقة الوعائية الوعائية العريضة، وخطر الضعف الهيكلي |
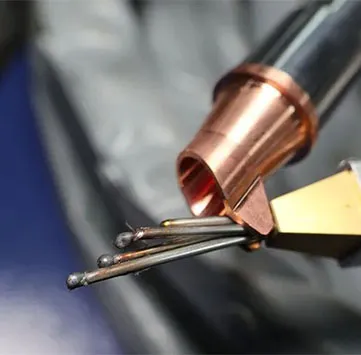
| المواد الاستهلاكية |
لا يوجد سلك حشو، غاز اختياري (على سبيل المثال، لليزر الليفي) |
يتطلب قضبان حشو، وغازات تدريع، وتدفق، إلخ. |
| الصيانة ووقت التوقف عن العمل |
صيانة منخفضة وأجزاء متآكلة أقل |
تآكل أعلى (الشعلة، الفوهات، الأقطاب الكهربائية) |
| كفاءة الطاقة |
كفاءة عالية ومركزة في توصيل الطاقة |
أقل كفاءة، وفقدان الطاقة عبر الإشعاع القوسي |
| متطلبات مهارة المشغل |
سهولة التشغيل الآلي وتقليل الاعتماد على العمالة |
يتطلب عمال لحام مدربين، وعملية حساسة للمهارات |
| الأثر البيئي |
عملية نظيفة، الحد الأدنى من الأبخرة، بدون خبث |
ينتج عنه دخان وخبث وغازات سامة حسب المواد المستخدمة |
| الاستثمار المبدئي |
تكلفة مقدمة أعلى (المعدات وتكامل النظام) |
انخفاض تكلفة المعدات |
| التكلفة طويلة الأجل |
انخفاض تكلفة التشغيل وانخفاض العمالة والمواد الاستهلاكية |
ارتفاع التكاليف المتكررة للعمالة والمواد الاستهلاكية وإعادة العمل |